
机器视觉算法
二值化算法
灰度化是在 RGB(Red,Green,Blue)模型中,如果 R=G=B 时,则彩色表示一种灰度颜色,其中 R=G=B 的值叫灰度值,因此,灰度图像每个像素只需一个字节存放灰度值(又称强度值、亮度值),灰度范围为0~255。一般常用的是加权平均法来获取每个像素点的灰度值。图像的二值化就是将图像上的像素点的灰度值设置为 0 或255,也就是将整个图像呈现出明显的只有黑和白的视觉效果。在数字图像处理中,二值图像占有非常重要的地位,图像的二值化使图像中数据量大为减少,从而能凸显出目标的轮廓[7]。在汽车制造过程中如发动机和变速箱涂胶照相检测、打钢印号照相照相检测等就是采用二值化算法进行处理的。
缺陷(瑕疵)检测算法
采用相机检测区域的浓淡度,是通过对区域内进行区段划分,每个区段进行比较检测。从而检测出差距大的部分(通过浓度微分判定)。亮度工具根据平均灰度值决定特征存在与否。适用于好元件特征明显暗于或亮于坏元件特征的情况。通过对产品X、Y、XY、半径、圆周等任意方向的扫描,可根据检测对象选择区段的大小、方向、比较间隔、移动量。用颜色表示瑕疵等级(深蓝→浅蓝→绿→黄→红),可以用二维的形式确认瑕疵的范围和分布。在汽车制造过程中的应用案例主要为根据明暗度确定有无机加工孔,发动机和变速箱安装零件,是否漏拧螺栓,是否有机加工刀痕等。
深度学习与机器视觉
深度学习是机器学习的一个领域,这种技术可以对相机软件进行训练并让其具备学习能力,深度学习可以通过人工神经网络等架构完成,通过处理数据和创建用于决策制定的模式,来模仿人类大脑的工作方式。在深度学习算法出来之前,对于视觉算法来说大致可以分为特征感知,图像预处理,特征提取,特征筛选,推理预测与识别这5个步骤。康耐视相机基于一套最先进的机器学习算法把深度学习作为传统机器视觉的一种补充,通过样本对系统进行训练,以区分可接受的变化和缺陷,专为工厂自动化应用设计,目前已是广泛测试并优化的可靠软件解决方案,深度学习算法也用于汽车无人驾驶技术。
卷积神经网络(CNN)与机器视觉
机器视觉里经常使卷积神经网络,即 CNN,是一种对人脑比较精准的模拟。实际上在机器视觉里面,可以把卷积当做一个抽象的过程,就是把小区域内的信息统计抽象出来。图像中不同数据窗口的数据和卷积核(一个滤波矩阵)作内积的操作就叫做卷积。其计算过程又称为滤波(Filtering),卷积的本质是提取图像不同频段的特征。卷积神经网络的深度太浅的话,识别能力往往不如一般的浅层模型,但如果做得很深,就需要大量数据进行训练,否则机器学习中的过拟合将不可避免
汽车制造行业中机器视觉技术的应用
机器视觉技术在汽车发动机制造过程应用
在发动机制造过程中,机器视觉可用于以下场景。缸体缸盖上下线,机器视觉引导机械手把缸盖抓取到自动引导车(AGV)上或从 AGV 上取下来。
缸体打钢印号打印质量检测
如图1所示,主要检测原理为使用 OCR 字符检测功能建立字符库,检测时根据字符库的内容进行字符比对,得出字符与 PLC 提供的字符进行比对,当相机拍照后检测到的钢印号与码块中 EUN 码不一致时,则相机则报警,发动机打入返修岔道或返修区。为了减少机器视觉检测过程中的误报警,需要注意以下事项。
a.采用定焦镜头提升拍照稳定性;
b.相机程序中“分段读取分别比对”比“整条读取比对”更能提高检测准确度,建议采用前者;
c.缸印号面有水渍、油渍、锈蚀、杂质,会影响照相检测效果,保持钢印面清洁度;
d.钢印号打号头反光和位置不稳定会影响照相检测效果,打号头需涂上黑色防止反光并保持位置稳定或相机软件程序设置延时拍照;
e.钢印号字符质量稳定性会影响照相检测效果,相机软件需要深度学习持续训练模板。

图1 发动机钢印号机器视觉检测
零件漏装缺陷或型号检测
检测过程为对零件的有无和型号进行检测,如漏装或型号错误则相机报警,待装配的发动机、变速箱等不能放行到下一工位。也广泛应用于其它汽车零部件漏装和型号错装检测(如气门、油封、柔性盘、缸体、缸盖、凸轮轴、活塞等零部件型号错装检测,气门、油封弹簧等零部件漏装检测等)。汽车零件的型号识别可通过代码识别、读取字符和模式识别3种方式实现。代码识别主要分为条形码、二维码、标签码和 DPM 码;读取字符分为 OCR 和 OCV2 种方式;模式识别分为颜色和形状 2 种。
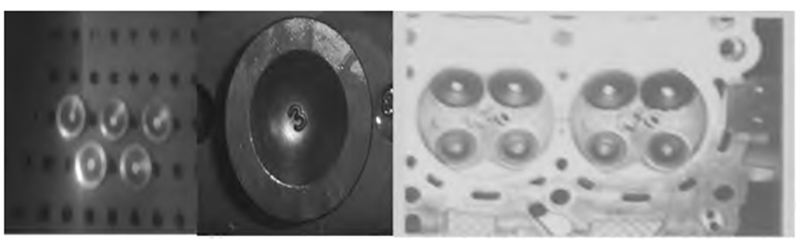
图2 发动机缸盖气门杆有无及型号机器视觉检测
如图2 为汽车发动机缸盖气门杆型号和有无检测,一开始为色标进行视觉防错识别,因为相机检测误报警较多,更改为字符进行视觉防错识别。汽车零件上用于机器视觉识别的字符和色标建议采用差异大的组合进行防错 ,字符件不建议组合为 1/7、2/3/5/6、8/0,其余字符组合均可;色标件建议组合为白/蓝、白/红、 蓝/黄、红/黄组合,其余组合差异较小,采用相机进行视觉防错时误报警较多,现场参考件尽量与正常件状态保持一致。零件油太多容易反光时,相机可选择采用穿透性强的红外光源。
涂胶质量照相检测
如发动机油底壳、油封、罩盖、前盖涂胶等。视觉检测防错过程为照相检测涂胶轨迹与断胶,通过检测得出胶线轨迹,对整个轨迹进行检测,任意点出现轨迹偏移或断胶则相机报警,工件不能流入到下一个工位。

图3 发动机前盖涂胶轨迹和断胶机器视觉检测
如图3所示为发动机前盖涂胶相机检测。采用工业相机进行涂胶质量检测时涂胶轨迹和涂胶质量不稳定对相机检测效果有影响,如较小区域胶条过短、胶条起始粗、结尾细、重叠、拖尾、轨迹较差等情况出现时相机检测误报警率高,需要对相机参数进行调整;涂胶头歪斜或清洁不干净涂胶轨迹偏相机误报警率高,需要每班或长时间停机时对涂胶头进行及时清理和检查;油底壳涂胶这种黑底黑胶的视觉防错检测,采用偏振片能更突出胶条轮廓。发动机缸体轴瓦分级字符比对视觉检测。
检测原理:使用 OCR 字符检测功能建立字符库,检测时,根据字符库的内容进行字符比对,得出字符同时读取二维码信息,进行相互验证保证万无一失。视觉检测技术方面主要注意相机检测程序中曝光度参数合理设置和模板设置。
发动机活塞和连杆瓦盖安装方向比对视觉检测。检测原理为采用形状模式识别与标准特别比较,设置自己的模板,进行特征点比对如不一致则相机拍照后报警,发动机打入返修岔道或环线。视觉检测技术方面主要注意相机检测程序中曝光度参数合理设置和模板设置。发动机和变速箱车间也采用3D相机进行涂胶检测,摇臂安装状态检测和机器人自动抓取等,如 图9所示为3D相机引导发动机高压油泵涂胶。
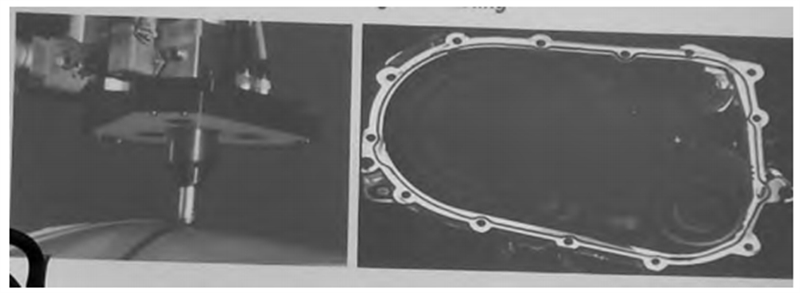
图4 3D机器视觉技术在发动机涂胶中引导追随中的应用
机器视觉技术在汽车变速箱制造过程中的应用
机器视觉在变速箱制造车间主要的应用场景为缺陷检查、防错、定位、测量和二维码识别。防错是通过特征等对比分析,判断工件有无、装反、装不到位或型号差异;定位是通过二维、三维定位输出工件坐标值以引导机器运动路径;测量是通过对产品进行检测,获得所需的各种参数用于质量判断及工艺改进;二维码识别是读取产品一维码、二维码,获取产品型号并进行追溯。图10为某变速箱装配车间 50 多个相机的应用分布情况,主要用于检测工件是否安装到位、工件有无和型号防错三种应用。机器视觉定位方面的应用是零件定位及抓取料、机器路径引导。如变速箱壳体总成和变扭器壳体总成上下线,机器视觉引导机械手把变速箱壳体总成和变扭器壳体总成抓取到 AGV 上,或从AGV上抓取下来。
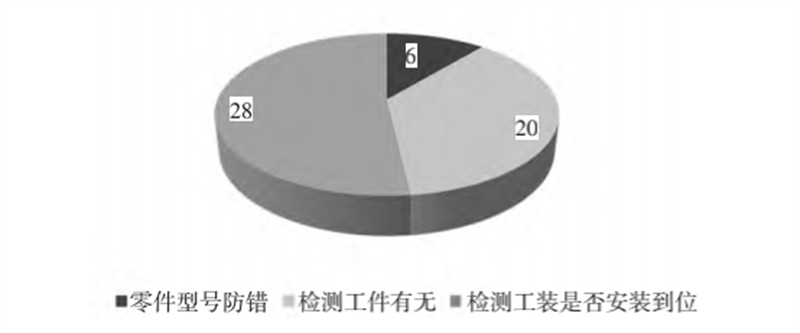
图5 机器视觉技术在某变速箱车间应用类别分布
检测 KIT 盘或配餐盒中零件正确性
检测KIT 盘或配餐盒控制阀体和电磁控制阀体的阀芯、弹簧、闷盖等零件有无或放置位置是否正确,拍照结果与标准模板比较,如不一致则相机报警,KIT盘或配餐盒无法流入到下一个工位。零件检测测量,如通过检测卡簧2个孔之间的距离判断卡簧是否安装到位等。检测变速箱太阳齿轮有无和差速器型号是否正确,卡簧是否漏压装、装不到位等。检测电磁阀体线束卡扣是否漏安装、是否未安装到位。如图11所示根据固定范围内的彩色直方图检测区域,卡扣到位及不到位彩色直方图 red值小于一定数值为正确,red 值大于一定数值为不到位。例如,根据不到位缺陷件情况设置判断阈值为 180,直方图检测区域 red 打分值小于 180 为到位,red 打分值大于180为不到位,判断阈值需要根据实际缺陷件情况进行设置和验证。

图6 采用机器视觉技术检测变速箱线束卡扣是否安装到位或漏安装
检测电子阀体压装水平度。检测原理为首先建立图案模型,然后对图案进行定位,判断旋转角度,进行是否合格判断,如不合格则相机报警,工件不会流入到下一个工位。CARE工位和终检工位客户特性和质量缺陷检测。如机加工光孔、螺纹孔是否漏加工,变速箱封堵和压力测试塞是否漏拧或漏安装,变速箱线束接头插针是否歪斜等均可以采用机器视觉进行防错。
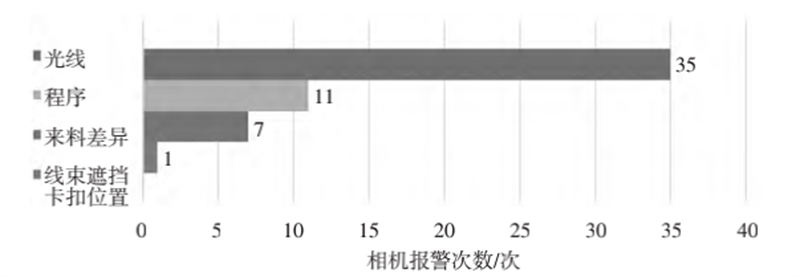
图7 照相机开动率影响潜在因素汇总
如图7所示为某车间机器视觉应用过程中的一年内相机误报警影响设备开动率的影响因素分布。在图像捕获阶段光源亮度、图像定位、零件来料表面质量的一致性、零件表面是否带油、曝光量、焦距都会影响拍照质量,而相机的视野会影响到成像的范围。针对程序造成的相机误报警问题,主要通过增加训练样本量,根据样本数据优化参数;针对来料差异造成的相机误报警问题,主要通过优化相机参数(如曝光量、判断阈值等);针对光线造成的相机误报警问题,主要对相机所在工位增加黑箱,保证光线稳定性,或者考虑对部分天窗进行有色处理。
机器视觉技术在汽车整车制造过程中的应用
机器视觉技术在汽车整车制造工程的车身、油漆、冲压和总装中也有着广泛的应用。主要应用于汽车制造质量缺陷检测,如零件错装、漏装和装反,螺纹孔有无、加工刀纹、裂纹、毛刺、锁孔、焊接质量等;二维、三维视觉测量,可实现汽车零部件 3D 尺寸检测,组合件尺寸检测、测量、面板检测、车身平整度检测等;视觉定位或引导系统,机器人二维定位系统如自动拧螺丝机、自动焊锡机、自动点胶机,机器人三维视觉引导系统,如自动引导涂胶、零部件加工、分拣和组装;设备诊断、测试、维护;机器人控制、CNC 加工;物料搬运设备,如零件分拣、码垛和拆垛等;设备运动控制,如汽车自动驾驶、自动操作等;连续处理和批处理等。
汽车制造行业中机器视觉技术的应用
机器视觉在汽车制造应用中未来发展趋势
机器视觉技术在汽车制造行业未来的应用方面的发展趋势如下。
a.汽车零件的无序零件定位抓取;
b.汽车零件的表面缺陷检测;
c.基于深度学习的防错检测;
d.汽车零件尺寸的智能测量;
e.基于复杂逻辑的智能化判断的智能检测;
f.智能互联技术和无人驾驶等。
结语
本文通过机器视觉技术基础理论及其在汽车制造领域的分析研究,对其作用和应用过程中实际问题解决方法进行总结以及未来发展趋势进行了预测,利用机器视觉技术可有效降低汽车制造生产成本、提高生产效率、生产柔性和生产自动化程度,从而为汽车制造行业电动化、网联化、智能化、共享化发展奠定坚实的基础,促进汽车制造行业更高、更快、更好、更可持续发展。
版权声明
文章内容来源新工业网,部分素材搜集于网络,如有不妥请私信联系我们,以便及时更正。


服务热线
微信客服


