Machine vision technology uses machine vision products, such as image capture devices, to convert the captured target into image signals, which are transmitted to specialized image processing systems. Based on pixel distribution, brightness, color, and other information, these signals are transformed into digital signals. The image system performs various operations on these signals to extract the features of the target, and then controls the equipment actions on site based on the discrimination results. As the eye of industry, machine vision technology is one of the necessary technological means to achieve industrial automation, intelligence, and interconnection in the era of intelligent manufacturing and Industry 4.0. In recent years, machine vision technology in the automotive manufacturing industry has rapidly developed and iterated in automatic defect detection, intelligent recognition, intelligent measurement, intelligent detection, and intelligent interconnection. Machine vision technology is an extension of the human eye on machines and a comprehensive technology that uses machines to replace the human eye for measurement and judgment. It is easy to integrate information and is the basic technology for achieving computer integrated manufacturing.
The role of machine vision technology is to improve the reliability of quality inspection, increase production efficiency, flexibility, and automation. In hazardous working environments, it can replace manual vision for visual inspection, thus meeting the needs of human-machine engineering in the manufacturing process. The main functions of machine vision technology are mainly concentrated in the following 8 aspects:
1. Automatic inspection of the production process to improve production efficiency;
2. Quality improvement and quality assurance;
3. Improve production processes and enhance human-machine engineering;
4. Accurate measurement of parts;
5. Flexible and integrated production;
6. Production process monitoring;
7. Reduce production costs;
8. Shorten the cycle time for products to enter the market.
The Application and Classification of Machine Vision Technology in Intelligent Manufacturing
Machine vision technology is an indispensable part of the application of artificial intelligence in the field of automotive manufacturing. With the rapid development of technology, the proportion of machine vision technology applied in intelligent manufacturing and Industry 4.0 era in the automotive manufacturing industry will continue to increase.
The main applications of machine vision in intelligent manufacturing
At present, machine vision technology is widely used in fields such as electronics and semiconductors, automotive manufacturing, and pharmaceutical manufacturing, with applications in electronics and semiconductors accounting for about 47%, automotive manufacturing accounting for about 16%, pharmaceutical manufacturing accounting for about 7%, and other industries accounting for about 30%. With the wave of electrification, networking, intelligence, and sharing in automobiles, the application of machine vision in the field of automobile manufacturing is becoming increasingly widespread and in-depth, and its application proportion is also increasing. Its main applications in the intelligent manufacturing industry of automobile manufacturing are as follows:
1. Guidance and positioning. Generally, 3D vision is used to accurately locate and guide the robotic arm to find the position of materials, grab materials and place them in designated positions for loading and unloading operations;
2. Visual inspection. This is the process that replaces human eyes the most, replacing human eyes for component defect inspection, such as scratches, bumps, and other defects in the machining process, as well as defects such as excessive, missed, incorrect, and reversed assembly in the assembly process;
3. High precision detection. Measurement is the foundation of industry, and high-precision parts of 0.01 to 0.02 mm or even micrometers that cannot be recognized by the human eye must be identified by machines;
4. Intelligent recognition. Process, analyze, and understand images, identify target objects, and trace and collect data. Apply big data for fast convergence and search for key features in massive amounts of information.
2. Intelligent interconnection. The main application of autonomous driving technology for automobiles is to interconnect data such as operators, process equipment, production materials, and production environment in intelligent manufacturing scenarios, demonstrating the power of Industry 4.0 through deep learning, intelligent optimization, and intelligent prediction.
The difference and connection between machine vision and human vision
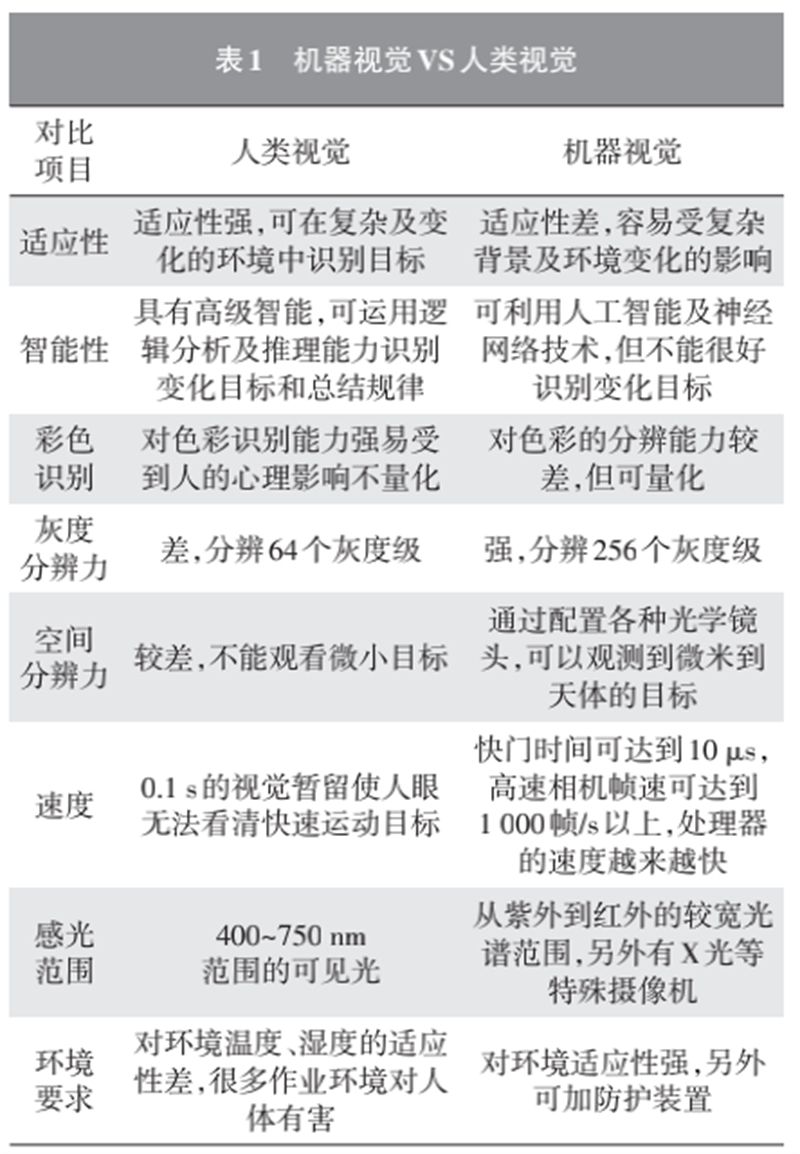
As shown in Table 1, machine vision technology has many advantages and differences compared to the human eye, which is also an important reason for its widespread application in the field of process manufacturing.
Classification of Industrial Application Visual Cameras
Machine vision mainly uses industrial cameras. Currently, well-known manufacturers of industrial cameras in the world include Cognex in the United States, National Instruments in the United States, Banner in the United States, Keyence in Japan, Omron in Japan, Panasonic in Japan, Teledyne Dalsa in Canada, Baumer in Switzerland, and other companies. Currently, the automotive industry mainly uses American Cognex and Japanese Keyence cameras. As shown in Figure 1, industrial cameras are mainly classified as follows.
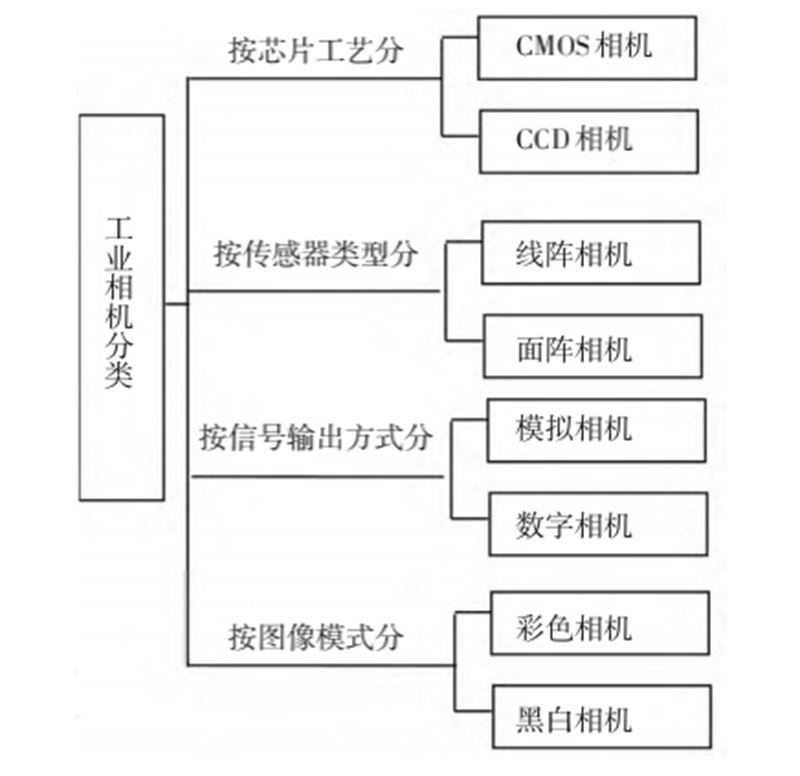
Figure 1 Main Classification of Industrial Cameras
· Machine vision system
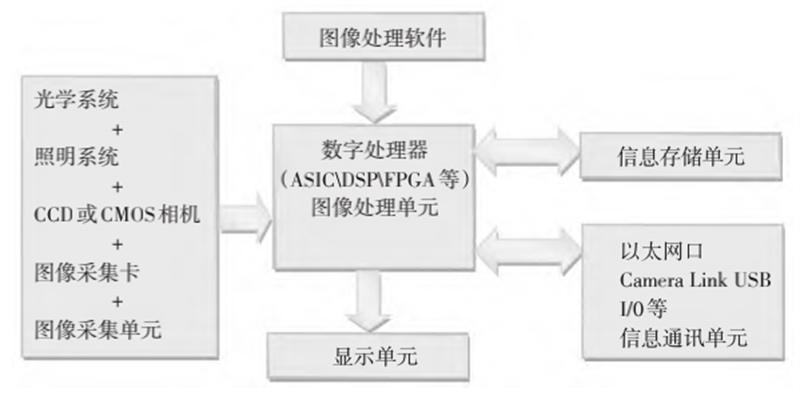
Figure 2 Main Components of Machine Vision System
As shown in Figure 2, the machine vision system is mainly composed of image acquisition unit, image processing unit, image processing software, network communication device, etc. The image acquisition unit is equivalent to a CCD or CMOS camera and an image acquisition card, which converts optical images into analog or digital images and outputs them to the image processing unit; The image processing unit is similar to an image acquisition and processing card, which stores the image data of the image acquisition unit in real-time and uses image processing software for image processing; Image processing software mainly completes image processing functions with the support of the hardware environment of the image processing unit; The network communication device mainly completes the communication tasks of control information and image data.
Image acquisition unit
Lighting source
The main function of lighting sources in machine vision is to construct sufficient imaging environments, ensure stable lighting, and can be used to highlight the color of the object to be recognized; Illuminate the target and increase its brightness; Create the most favorable imaging effect for image processing; Overcoming environmental light interference and ensuring image stability; Used as a measuring tool or reference. The lighting sources for machine vision can be divided into halogen lamps, incandescent lamps, xenon flash lamps, laser lamps, fluorescent lamps, and light-emitting diodes. Among them, light-emitting diodes are widely used due to their small size, low power consumption, long service life, fast response, low operating cost, non-toxic and environmentally friendly, and can be made into various shapes, sizes, and irradiation angles.
Industrial camera lens
Industrial camera lenses are tools for obtaining images, which can be divided into complementary metal oxide semiconductors (CMOS) and charge coupled devices (CCD) based on different light sensing principles. Semiconductor component factories that convert optical images into digital signals generally use CCD (to make images more conducive to later processing) to obtain stable information. The main technical parameters of the lens include focal length (EFL), with short focal length providing wide-angle field of view and long focal length providing farsightedness; Field of View (FOV), also known as field of view, refers to the actual size of the area captured by the camera, which is mainly related to the size of the components, the working distance between the camera and the components, the type of lens, etc. FOV=sensor size/optical magnification; Magnification, also known as optical magnification, is the ratio of image height to object height, CCD/FOV, which is the chip size divided by the field of view; The depth of field represents the range of focus that is clear, referring to the range that an object can move when it is in focus; Mount is the connection method between the lens and the camera, commonly used including C, CS, F, V, T2, Leica, M42x1, M75x0.75, etc. The C interface is a commonly used interface for industrial lenses; The size of the target surface is the diagonal size of the photosensitive component; Clarity is the result of a combination of resolution and contrast, where resolution represents the ability of a lens to capture details of an object. A higher resolution lens produces clearer images; The aperture number (F.No) F value is a representation of the amount of light passing through the lens. The smaller the F value, the more light passes through. The F value is the ratio of focal length to effective aperture, F No=EFL/D, the aperture size of the lens determines the brightness of the image. In applications that shoot high-speed moving objects and have short exposure times, a large aperture lens should be selected to improve the brightness of the image.
Lighting technology
Bright and dark fields of view. A bright field of view directly receives reflected light, a dark field of view receives scattered light, and a dark field of view can observe the outline of an object, revealing some structural problems. Exposure. Normal exposure refers to neither overexposure nor underexposure, overexposure refers to the captured image being very bright, and underexposure refers to the captured image being very dark. Polarization technology, polarizers, and polarized light. Used to reduce glare or specular reflection, control the amount of specular reflection from glossy components, change the direction of light propagation through polarizers, and use in conjunction with the analysis film in front of the lens. The advantage is that it can separate specular reflection and diffuse reflection, but the disadvantage is that due to polarizers, higher light intensity is required.
Image processing unit
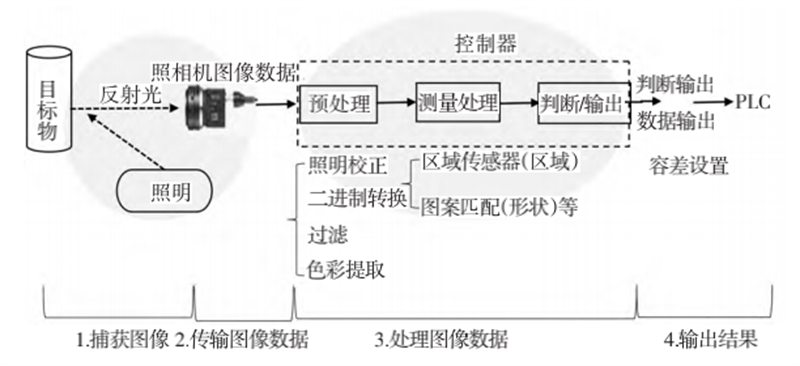
Figure 3 Image processing flowchart
As shown in Figure 3, the image processing process can be roughly divided into four steps: first, capture, press the shutter button, and capture the image; The second step is transmission, which transfers the image data from the camera to the controller; The third step is processing, which is divided into pre-processing, that is, processing the image data to make its features more obvious, calculating processing, and calculating damage, size, etc. based on the image data; The fourth step is to output the result, and output the processing result in the form of a signal to a connected control device such as a PLC.
Taking Cognex cameras as an example, image processing methods include PatMax, Extract Histogram, Find Line/Segment, and Extract Blobs. The PatMax pattern tool is used to train pattern features, compare images with pattern libraries, and verify or recognize specific pattern features in images. This tool is mainly used to ensure the correctness of products running on the production line, or to identify which product is running correctly and convey this information to other workshop equipment. The acceptance threshold of the camera is used to define the degree of similarity that must exist between the model pattern and the found pattern. The PatMax pattern is independent of pixel grids, and its feature is to represent the contours of the boundaries between different regions in the image. The feature based representation is faster and more accurate than the pixel representation. PatMax is an effective pattern localization search technique that can handle rotation and angle changes, and PatMax can also consider or ignore additional features.
A histogram can be used to determine whether features exist or are missing. The total number of bright and dark pixels in the histogram search box (pixels are the smallest information unit of the image), and the score represents the number of white or black dots in the search box. Figure 5 shows the binary position of the red circle of the transmission oil pump oil seal assembly part in the camera histogram. This workstation camera uses a histogram to detect whether there are missing parts in the oil pump oil seal assembly. To prevent supplementary detection in the event of PATMAX failure, a binary processing method is used. When there is an oil pump oil seal part, it is black, and when there is no oil pump seal, this area is pure white (a threshold of 40 is set, and scores less than 40 are considered as oil pump oil seal parts). If there are no missing parts, the inspection is qualified; if the score is greater than 40, the inspection result determines that the oil pump oil seal part is missing, and the score here represents the number of white dots in the search box; Find edge functions to search for edge features within a region; The speckle tool is used to find a group of pixels with grayscale values higher (lower) than the specified threshold, and this function is used to find bright spots on dark backgrounds.
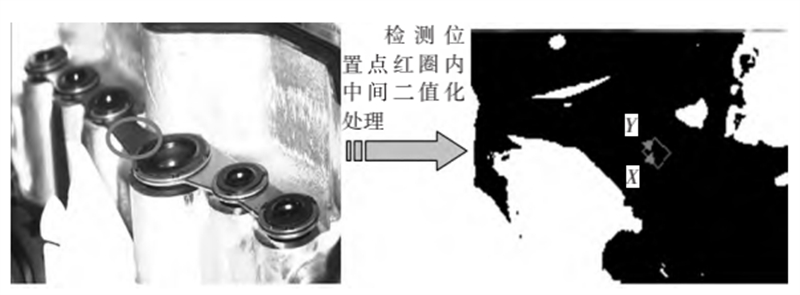
Figure 4 Camera histogram binary oil pump oil seal characteristics
Information and communication unit
The common types of interfaces for industrial cameras include analog interfaces, Cameralink, Usb2.0, 1394a, 1394b, CigE, Ethernet, etc. Currently, cameras used in on-site production in the automotive manufacturing industry mainly use Ethernet communication.
Copyright Statement: The content of the article is sourced from New Industrial Network, and some materials are collected online. If there are any issues, please contact us privately for timely correction.





