1、 Machine vision system
Machine vision system refers to the use of machines to replace human eyes in making various measurements and judgments. Machine vision is a very important research field in the fields of engineering and science. It is a comprehensive discipline that involves multiple fields such as optics, mechanics, computers, pattern recognition, image processing, artificial intelligence, signal processing, and optoelectronic integration.
Its application scope is gradually improving and promoting with the development of industrial automation. The rapid development of technologies such as mother child image sensors, CMOS and CCD cameras, DSP, ARM embedded technology, image processing and pattern recognition has effectively promoted the development of machine vision.
Machine vision is a relatively complex system. Because most system monitoring objects are moving objects, matching and coordinating actions between the system and moving objects is particularly important, which imposes strict requirements on the action time and processing speed of various parts of the system.
In certain application areas, such as robots, flying objects, etc., there are strict requirements for the weight, volume, and power consumption of the entire system or a part of the system.
The composition and working process of machine vision system
A complete machine vision system includes lighting sources, optical lenses, CCD cameras, image acquisition cards, image detection software, monitors, communication units, etc.
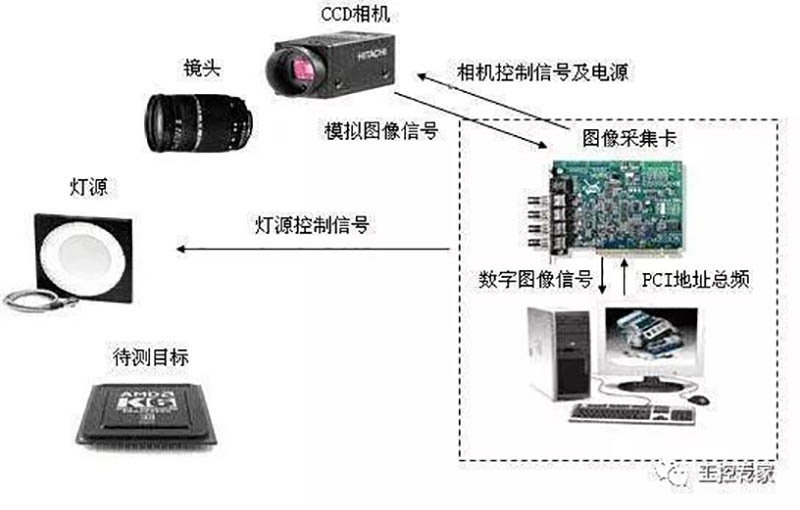
The working process of industrial machine vision system is mainly as follows:
1. When the sensor detects that the detected object is approaching the camera's shooting center, it will trigger a pulse to be sent to the image acquisition card;
2. The image acquisition card sends startup pulses to the lighting system and camera respectively based on the set program and delay;
3. A startup pulse is sent to the camera, which ends the current shooting and starts a new set of shots. Alternatively, the camera is in a waiting state before the startup pulse arrives and starts after detecting the startup pulse. Before starting a new set of shots, the camera opens the exposure component (the exposure time is pre-set); Another startup pulse is sent to the light source, and the opening time of the light source needs to match the exposure time of the camera; Camera scans and outputs an image;
4. The image acquisition card receives the signal and digitizes the analog signal through A/D conversion, or directly receives the digitized digital video data from the camera;
5. The image acquisition card stores digital images in the computer's memory;
6. Computers process, analyze, and recognize images to obtain detection results;
7. Process results to control the actions of the pipeline, perform positioning, correct motion errors, etc.
2、 Machine vision related technologies
1. Image capture technology - the foundation of machine vision
The image acquisition part generally consists of a light source, lens, digital camera, and image acquisition card. The acquisition process can be simply described as a digital camera capturing the target object under the illumination provided by the light source, converting it into an image signal, and finally transmitting it to the image processing section through an image acquisition card.
When designing the image acquisition section, multiple issues should be considered, mainly related to digital cameras, image acquisition cards, and light sources.
(1) Light source illumination
Lighting is an important factor affecting the input of machine vision systems, which directly affects the quality of input data and application effectiveness. So far, there is no machine vision lighting device that can be used for various applications. Therefore, in practical applications, it is necessary to choose the corresponding lighting device for the application to meet specific needs.
Lighting systems can be divided into backlit, forward lit, structured light, and strobe lighting according to their illumination methods. Among them, back lighting refers to placing the measured object between the light source and the camera to improve the contrast of the image. Forward lighting is when the light source and camera are located on the same side of the object being measured, and its advantage is that it is easy to install.
Structured light illumination is the process of projecting a grating or line light source onto the object being measured, and demodulating the three-dimensional information of the object based on the distortion it produces. Frequency flash lighting is the process of illuminating objects with high-frequency light pulses, and the camera's shooting requirements are the same as the light source.
(2) Optical camera
The task of optical cameras is to perform optical imaging, and in the field of measurement, there are usually specialized camera lenses used for measurement because they play a crucial role in imaging quality.
One issue that cameras need to pay attention to is distortion. This requires the use of corresponding distortion correction methods, and many automatic distortion correction systems have also been developed.
(3) CCD camera and image acquisition card
The CCD (Charge Coupled Device) camera and image acquisition card work together to capture and digitize the target image. At present, the application technology of solid-state devices such as CCD and CMOS, as well as linear array pattern sensitive devices, continuously reduces pixel size, increases the number of array pixels, and significantly improves pixel charge transfer rate.
In a PC based machine vision system, an image acquisition card is an important device that controls the camera to capture and digitize images, and coordinates the entire system.
The image acquisition card directly determines the interfaces of the camera, including black and white, color, analog, digital, and other forms.
2. Image Processing and Analysis - The Core of Machine Vision
The core of image processing and analysis methods used in machine vision is to solve the problem of target detection and recognition. When the target to be identified is complex, it needs to be achieved through several stages and comprehensive approaches from different perspectives.
When identifying and extracting targets, the first thing to consider is how to automatically separate the target object from the background. The complexity of target object extraction generally lies in the fact that the feature differences between target and non target objects are not significant. After determining the target extraction scheme, it is necessary to enhance the target features.
With the development of computer technology, microelectronics technology, and large-scale integrated circuits, image information processing work is increasingly relying on hardware, such as DSP chips, specialized image signal processing cards, etc.
The software part is mainly used to complete the immature and complex parts of the algorithm that need continuous improvement. This improves the real-time performance of the system while reducing its complexity.
3、 The Application and Advantages of Machine Vision
1. The application scope of machine vision technology
(1) In terms of industrial testing
In recent decades, machine vision technology has been widely applied in industrial inspection due to its outstanding advantages such as non-contact, fast speed, appropriate accuracy, and strong on-site anti-interference ability, achieving huge economic and social benefits.
Automatic visual recognition detection is currently used for product appearance and surface defect inspection, such as wood processing inspection, metal surface visual inspection, diode substrate inspection, printed circuit board defect inspection, and automatic recognition of weld seam defects.
These detection and recognition systems belong to two-dimensional machine vision, and the technology is relatively mature. The basic process is to use a camera to obtain images, process and recognize patterns on the obtained images, and detect the required content.
(2) Medical applications
In the medical field, machine vision is mainly used for medical assisted diagnosis. Firstly, collect nuclear magnetic resonance, ultrasound, laser, X-ray γ The images recorded from human body examinations, such as X-rays, are analyzed, described, and recognized using digital image processing and information fusion techniques to obtain relevant information. This plays an important role in assisting doctors in diagnosing the size, shape, and abnormalities of human pathogens and providing effective treatment.
Different medical imaging devices obtain biological tissue images with different characteristics, such as X-rays reflecting bone tissue and magnetic resonance imaging reflecting organic tissue images. Doctors often need to consider the relationship between bone and organic tissue, so they need to use digital image processing technology to appropriately overlay the two images for medical analysis.
(3) Applications in the field of traffic monitoring
In the field of intelligent traffic monitoring, by placing cameras at important intersections, the camera's fast photography function can be utilized to automatically recognize and store license plates for violations, reverse traffic, and other purposes, for relevant personnel to view.
(4) Application in the field of bridge inspection
The manual inspection method and the bridge inspection vehicle method both rely on manual inspection of the bridge surface with the naked eye, which is slow in speed, low in efficiency, high in missed detection rate, poor in real-time performance, affects traffic, poses safety hazards, and is difficult to apply significantly;
Non destructive testing includes various testing techniques such as laser testing, ultrasonic testing, and acoustic emission testing. However, their instruments are expensive, their measurement range is small, and they cannot meet the increasingly developing requirements of bridge testing;
Intelligent detection includes distributed automatic detection systems for concrete cracks based on conductive materials and intelligent concrete technology, as well as cutting-edge machine vision based detection methods.
Although conductive material technology is convenient to use, has simple equipment, and low cost, it requires pre coating or embedding conductive materials on concrete structures for testing. Moreover, intelligent concrete technology cannot determine the location and width of cracks, and a series of problems still have a long way to go before practical application;
The machine vision based detection method uses a CCD camera to obtain bridge surface images, and then automatically recognizes crack images after computer processing, separates them from the background, and calculates crack parameters. It has the advantages of convenience, intuitiveness, accuracy, non-contact, good reproducibility, strong adaptability, high flexibility, and low cost. It can free up labor, eliminate human interference, and has good application prospects.
According to statistics, over 90% of the damage to concrete bridges is caused by cracks. Therefore, the health inspection of bridges mainly involves detecting and measuring the apparent cracks on the bridge surface.
The bridge detection technology based on machine vision mainly includes three parts: the acquisition technology of bridge surface images, the theory and algorithm of automatic crack recognition based on images, and the quantitative measurement method of disease degree such as crack width based on images.
The automation and intelligent detection technology based on machine vision has been successfully applied on roads and tunnels, and has also been preliminarily applied on bridges. However, it mainly focuses on the acquisition of surface images of high-altitude concrete components with broad vision. The automatic recognition of diseases is still in the theoretical research stage and cannot be applied in practical engineering.
For concrete beams with large quantities and wide areas, intelligent video bridge detection vehicles have entered the development stage of theoretical and key component models. However, due to the difficulty of automatic recognition of small cracks in bridges and rapid acquisition of clear images, there is still a long way to go before reaching the practical level.

2. The advantages of machine vision technology
For concrete beams with large quantities and wide surfaces
1. Efficiency: The rapid development of industrial automation has greatly improved production efficiency, thus placing higher demands on testing efficiency. The efficiency of manual inspection is within a fixed range and cannot be significantly improved. However, during the repetitive and mechanized inspection process on the assembly line, inspectors are prone to fatigue, leading to a decrease in inspection efficiency; And machine vision can detect products faster, especially when detecting high-speed moving objects on the production line. Machines can improve detection efficiency, and the speed can even reach 10-20 times that of manual labor;
2. Accuracy: Due to the physical limitations of personnel, even relying on magnifying glasses or microscopes to inspect products can be subjectively affected, and accuracy cannot be guaranteed. Moreover, the standards of different inspectors may also vary; The machine has obvious advantages in accuracy, with an accuracy of up to one thousandth of an inch. Moreover, the machine is not subject to subjective control. As long as there are no differences in parameter settings, multiple machines with the same configuration can maintain the same accuracy
3. Objectivity: Manual testing inevitably leads to fatigue, and at the same time, it has a fatal flaw, which is the subjectivity brought by emotions. The test results will change with the quality of the prosecutor's mood; And since machines lack joy, anger, sorrow, and joy, the detection results they bring are naturally more objective and reliable.
4. Repeatability: The machine can complete the detection work in the same way time and time again without feeling tired; On the contrary, manual long-term repetitive testing will definitely generate fatigue, and there will be slight differences every time the product is tested, even if the product is exactly the same.
5. Environment: Machine vision converts the target into an image signal through an image capture device and transmits it to a dedicated image processing system. During the measurement process of the workpiece, there is no need to come into contact with the workpiece, so it can adapt to harsh and dangerous production environments without causing contact damage to the workpiece; However, manual inspection requires contact testing with the workpiece, as it cannot cope with harsh environments and inevitably causes contact damage to the workpiece during the inspection process;
6. The initial investment in cost machine vision will be relatively high, but it belongs to one-time investment and long-term output. Due to the rapid development of machine vision, prices will gradually decrease; However, manual testing requires long-term investment, and the cost of manual management will continue to rise. Due to the much higher detection efficiency of machines compared to manual labor, the cost of machine vision will be lower in the long run;
7. Information integration: Machine vision can complete the measurement of multiple technical parameters such as the contour, size, appearance defects, and product height of the inspected product in one go through multi station detection methods; When faced with different testing contents, manual testing can only be completed through cooperation and coordination among multiple workstations, and different employees have different testing standards, which can easily lead to false detections;
8. Digitization: The measurement data generated by machine vision during the work process can be independently copied or copied through network connections, making it easier for production process statistics and analysis. At the same time, it can also export specified data and produce reports after detection, without the need for manual addition one by one, which is undoubtedly much better than manual detection data statistics;
Overall, machine vision has the characteristics of automation, objectivity, non-contact, and high accuracy compared to manual detection. Especially in the field of industrial production, machine vision emphasizes the accuracy and speed of production, as well as the reliability in industrial field environments. It has great application value in repetitive and mechanical work and is an important step for enterprises to achieve automated production.

4、 Future Development Trends of Machine Vision
Machine vision can be said to be the lowest infrastructure layer of artificial intelligence. Among the main application fields in the artificial intelligence industry, the application fields of machine vision are very deep and numerous. From the panoramic view of the entire industry chain, China's artificial intelligence industry is in a period of rapid ecological construction.
From the perspective of the entire field of machine vision, it is in a period of rapid reconstruction. Based on market analysis, machine vision is not a particularly emerging field. This has evolved from the earliest image processing to the present, and many large manufacturers in the market have been deeply cultivating intelligent security and traffic for a long time. They did not start with machine vision and facial recognition, but many manufacturers are in a phase of rapid development in these industries.
CCID Consulting predicts that the size of China's artificial intelligence market will exceed 40.6 billion by 2018, with a compound growth rate of 25.8%, which is faster than the overall global growth rate. In terms of market structure, there is also an overall situation. In terms of investment scale, in the past year, the entire amount of investment, including the number of investments, showed a rapid increase, and the number of enterprises engaged in artificial intelligence and machine vision was also rapidly increasing.
In the future, through favorable policies in the field of artificial intelligence, there will be significant opportunities in these four areas: security, transportation, finance, and consumer electronics, which are the application industry directions that machine vision focuses on.
The first is that giants are now engaged in machine vision, including the evolution of artificial intelligence. They are all adopting an open-source approach. For example, in China, Huawei has a more advanced open-source concept, and there are still many differences in terms of how to use open-source compared to foreign countries. Many open-source codes are packaged and used by themselves. In fact, from the overall perspective, the open-source concept in foreign countries is more advanced. Of course, there are reasons behind it, and many companies are basically following the path of open-source deployment when submitting artificial intelligence code.
The evolution direction of the entire industry is currently in a period of rapid returns. There will be cyclical fluctuations in the evolution of the entire industry and product technology. The field of machine vision and computer vision is still in a period of rapid returns, which means that its technology has matured and market attention is rapidly recovering. It is a key product and field that can receive rapid returns in the future.
Finally, in the current development of the entire Chinese market, including government planning, the topic of smart cities has become hot again. Many years ago, a lot of construction was carried out, but the development has not been particularly smooth. Now, with the development of the entire artificial intelligence industry, the main reason for this momentum and trend is that technological strength can solve real needs and problems. In terms of data, we predict that the number of smart city construction in China this year will exceed 500. In terms of the definition of the entire smart city industry, the demand in the field of machine vision is particularly large. The definition of smart city includes the number of camera heads, which is a very rigid standard for intelligence, including the demand for camera heads with facial recognition function. The quantity of the future is very large.





